Burnishing machine
ST 119 AB
AN EXCELLENT MACHINE FOR THE PRODUCTION OF LARGE SERIES
APPLICATION
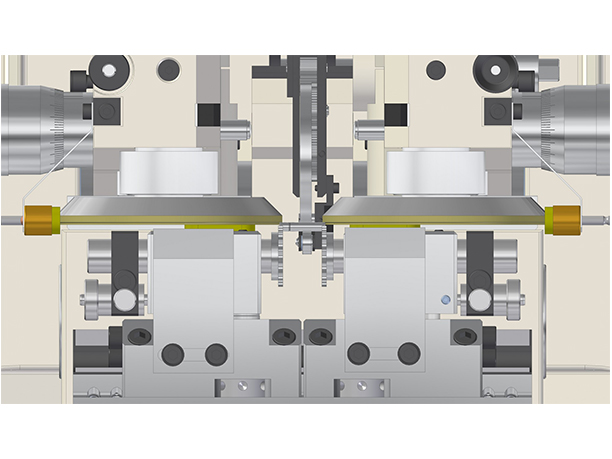
Burnishing is a finishing process for bearing pivots and their shoulders of watch and instrument gears. The workpiece lies with its two pivots which are to be burnished, in profiled notches of tungsten carbide flanges and is driven by a carrier in the correct rotational direction.
By means of two rotating, lapped, tungsten carbide discs, the machining process takes place, creating a burnished surface finish. The amount of stock removed depends on the size of the pivot diameter is between 0.005 and 0.01 mm and attains a surface finish of Ra 0,1 und 0,3 ?m (N3, N4). When using ceramic or degussit discs the machining method becomes a pure grinding process reaching greater stock removal.
PDF, 0.86 MB
VERSIONS
The design of the machines is extremely stable and vibration free. The ST 119 SPS can be ordered on a machine base or as a table mounted version.
Two diameters and shoulder can be machined in one operation. The machine can be offered as an ST 119 AB version. This version has separate driving motors for the burnishing spindles, workpiece drive and for the yolk. All the motors have freely programmable rotational speed allowing unlimited freedom in the burnishing process.


CONTROL
The machine is equipped with a Siemens Simatic SPS control, which is remarkable for its reliability. The control, thanks to input masks, operator prompt and graphic display is very simple to use. The control needs a very short tuition time.
TECHNICAL DATA
| Pivot diameter | mm | 0.06 - 2.00 |
| Pivot length max. | mm | 4.00 |
| Shoulder distance, max. | mm | 25.00 |
| Workpiece length, max. | mm | 40.00 |
| Burnishing wheel diameter | mm | 62.00 |
| Burnishing spindle speed | rpm | 400 - 1'000 |
| Workpiece speed | rpm | 200 - 500 |
| Space requirement | mm | 700 x 800 x 1'800 |
| Net weight approx. | kg | 300 - 450 |
HAVE YOU ANY QUESTIONS? THEN PLEASE CONTACT US
GEAR HOBBING MACHINES
BURNISHING MACHINE
SPECIAL MACHINES
CONTACT US
STRAUSAK
MIKROVERZAHNUNGEN AG
FOLLOW US
Strausak Mikroverzahnungen AG © 2022
Implementation with webBOX 4.0 / business4you AG