Rolliermaschine
ST 70
"DIE ROLLIERMASCHINE BIS DURCHMESSER 8.00 MM"
ANWENDUNG
Das Rollieren ist ein Fertigungsverfahren für Lagerzapfen und deren Schultern an Uhren- und Apparatebauteilen.
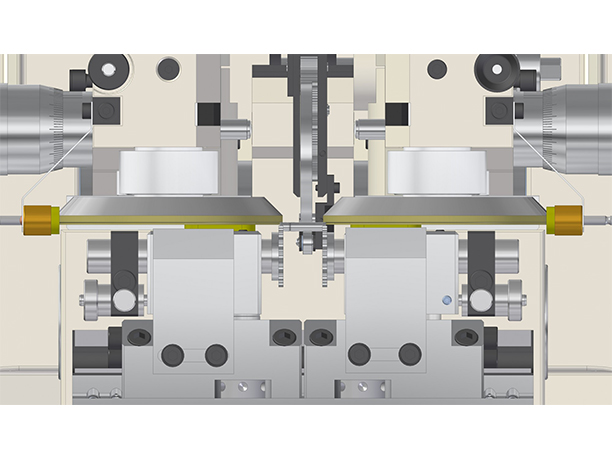
Das Werkstück liegt mit den zu rollierenden Zapfen in profilierten Kerben der Hartmetall-Auflagescheiben und wird durch eine Antriebsvorrichtung in Drehung versetzt. Mittels aufgeschärfter Hartmetallscheiben (Rollierscheibe genannt) erfolgt die Spanabnahme bei gleichzeitiger Glättung der Oberfläche. Die Spanabnahme liegt je nach Zapfendurchmesser zwischen 0.005 und 0.02 mm und die erreichbare Oberflächngüte liegt bei N3 - N4. Bei Verwendung von Keramik- oder Degussitscheiben wird das Rollieren zu einem reinen Schleifprozess mit entsprechend grösserer Spanabnahme.
PDF, 0.44 MB
STEUERUNG
Die Maschine ist mit einer Siemens Simatic SPS-Steuerung ausgerüstet, welche sich durch ihre hohe Betriebssicherheit auszeichnet. Die Benutzeroberfläche ist sehr einfach zu bedienen und Bedarf nur einer kurzen Schulungsdauer.

TECHNISCHE DATEN
| Zapfendurchmesser | mm | 0.1 - 8.00 |
| Zapfenlänge maximal | mm | 11.00 |
| Schulterabstand maximal | mm | 60.00 |
| Werkstücklänge maximal | mm | 80.00 |
| Rollierscheibendurchmesser | mm | 72.00 |
| Drehzahl Rollierscheiben | U/min. | 200 - 2'500 |
| Drehzahl Werkstück | U/min. | 50 - 500 |
| Platzbedarf | mm | 900 x 800 x 1'800 |
| Gewicht | kg | 450 |
HABEN SIE FRAGEN? KONTAKTIEREN SIE UNS
WÄLZFRÄSMASCHINEN
ROLLIERMASCHINEN
SONDERMASCHINEN
KONTAKTIEREN SIE UNS
STRAUSAK
MIKROVERZAHNUNGEN AG
KONTAKTIEREN SIE UNS
Strausak Mikroverzahnungen AG © 2022
Implementation with webBOX 4.0 / business4you AG